Taille d'un miroir secondaire Cassegrain
La réalisation du miroir secondaire hyperbolique d'un télescope Cassegrain est réputé difficile pour deux raisons:
Le contrôle optique de la pièce nécessite des pièces optiques de référence
La forme hyperbolique qui conduit à un bord relevé, est difficile à faire correctement.
En ce qui concerne le contrôle, la meilleure méthode est par interférométrie avec un interféromètre style Fizeau. Pour être sûr de la forme le mieux est de contrôler la pièce sur un miroir concave ayant le même coefficient de déformation. L'objectif est alors d'obtenir des franges droites avec l'interféromètre. Le miroir concave est contrôlé au Foucault ou avec un interféromètre.
Projet
Le projet consiste en la réalisation d'un Cassegrain à F/D=20 à partir d'un miroir primaire de 300mm à F/D=5 (F=1550mm)
Le primaire a été contrôlé et il est légèrement sous corrigé b=-0.92 au lieu de -1 il est néanmoins quart d'onde (lambda/7) par contre on peut tenir compte de cette sous correction pour définir la forme optimale du secondaire. Avec b=-0.92 la surface du primaire est à lambda/18
Surface du miroir primaire avec un cœfficient de déformation b=-0.92
Dans ces conditions les caractéristiques du secondaire sont les suivantes:
R=976mm
bs=-2.15
distance primaire secondaire 1192mm
F/D=20.2
focale 6070mm
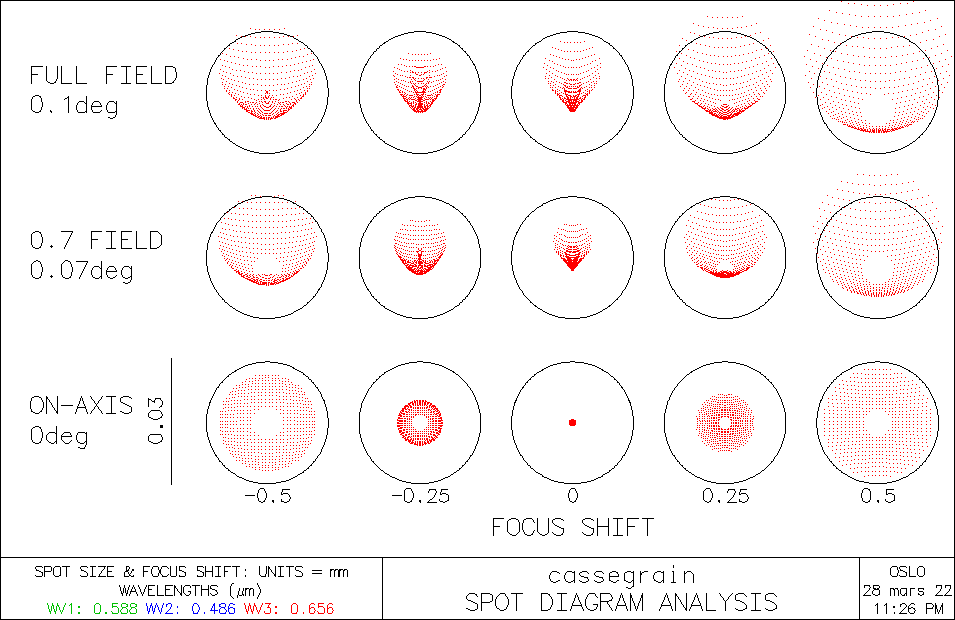
spot diagram du télescope
Réalisation
le Miroir de 80mm de diamètre est taillé dans du borro33 de 12mm d'épaisseur ainsi que le calibre concave qui servira de pièce de contrôle.
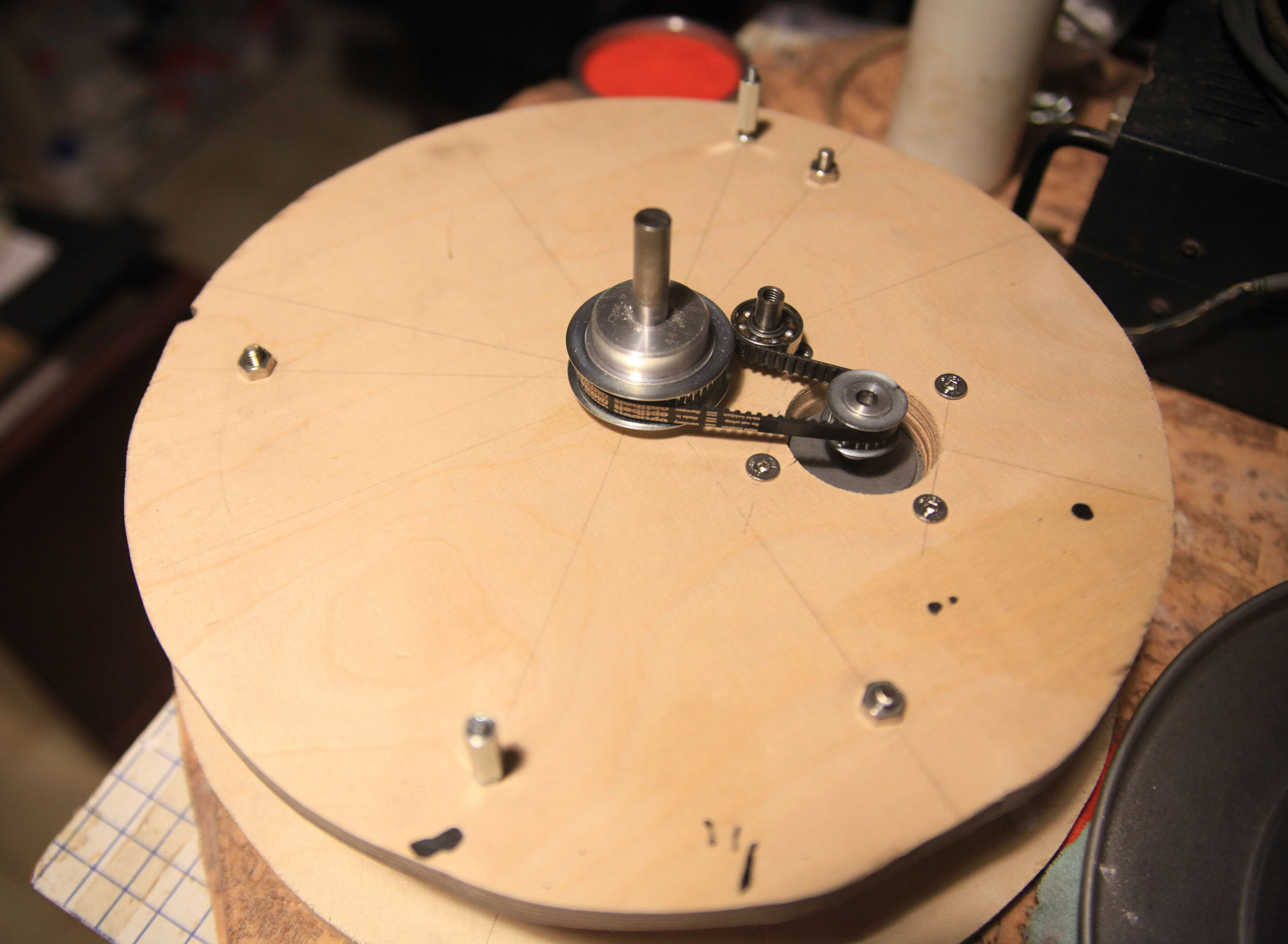
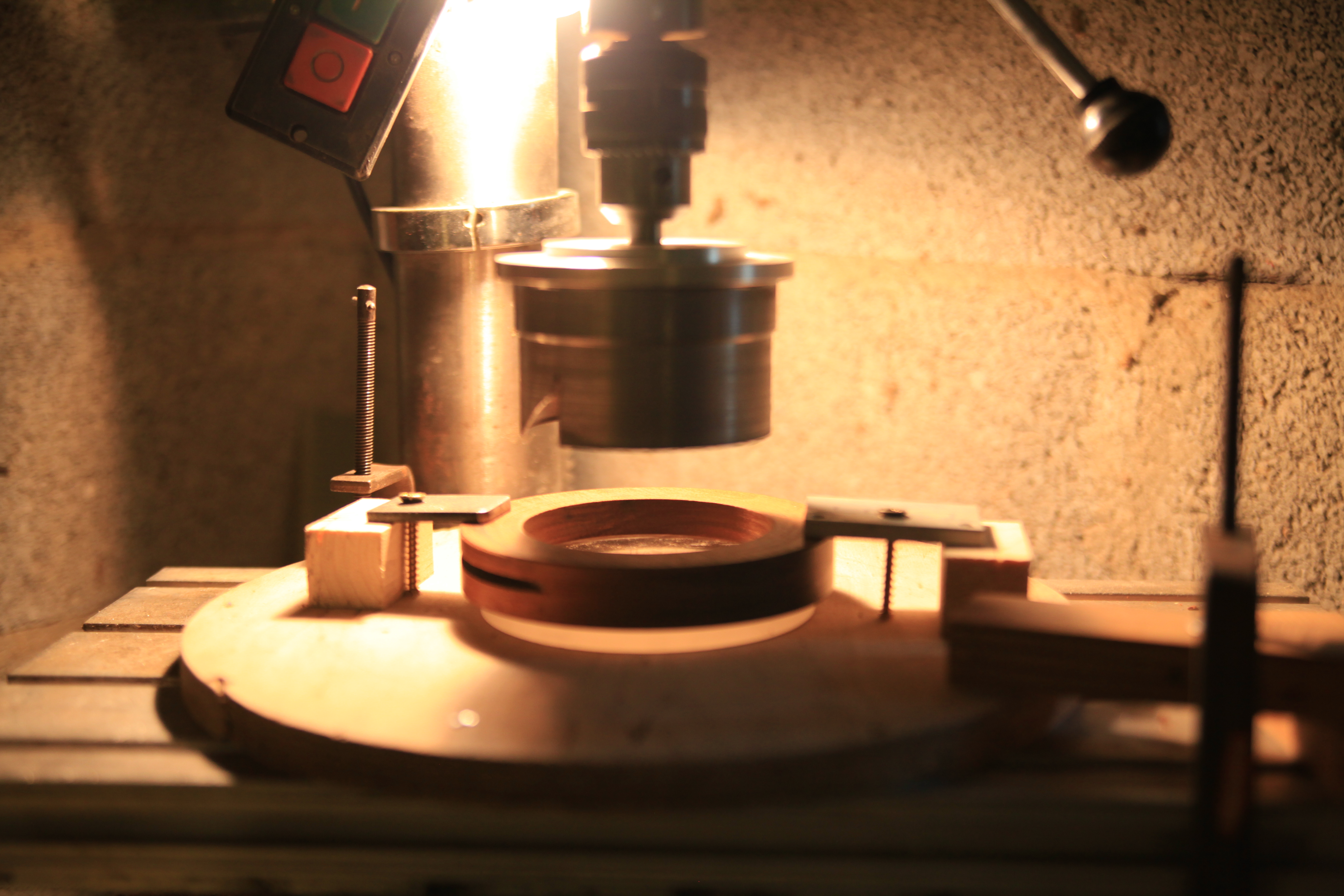
Tour à polir:
Le tour est réalisé avec un moteur pas à pas piloté par l' ancien variateur d'un entraînement de télescope. Le moteur est déporté, l'axe du tour fait 10mm de diamètre
il est entraîné par une courroie crantée, sur cet axe s'adapte le porte miroir qui reçoit les verres de 80mm de diamètre. L'axe a une vitesse variable entre 5 et 15 tours minutes.
Doucissage:
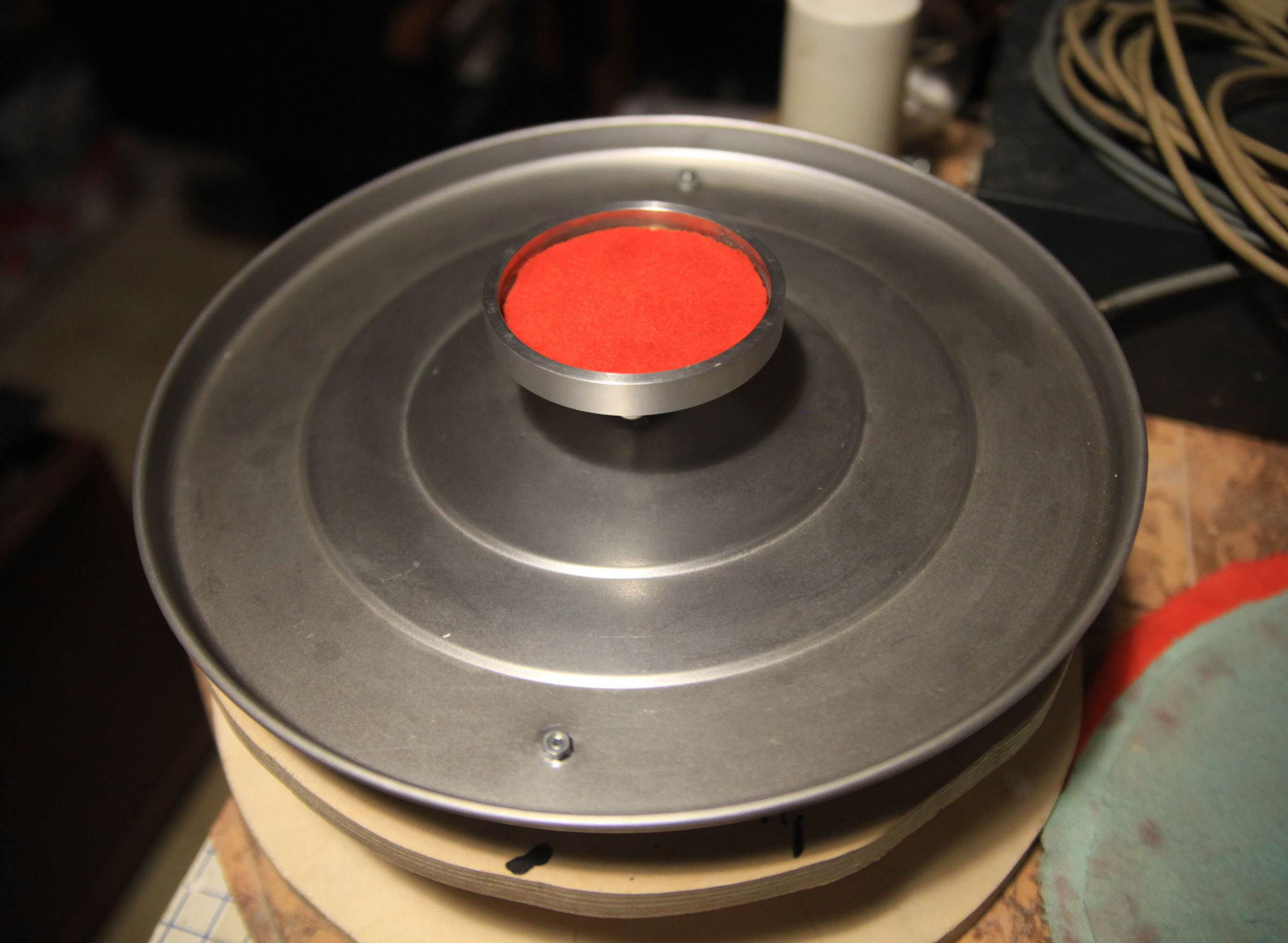
La mise en forme à été faite avec de l'émeri 1 minute. Le rayon de courbure cible est de 976mm il est contrôlé avec un sphéromètre à anneau. La bague en acier est tournée dans un tube et la butée micrométrique se loge sur un couvercle en aluminium collé sur la bague. Les rayons intérieur et extérieur de la bague ont été déterminés avec précision sur des miroirs sphériques de rayon connus. Un pied à coulisse manque un peu de précision. La face plane de la bague est rodée sur un plan avec de l"émeri pour avoir un angle de contact bien vif.
Le zéro de la butée est fait sur un plan optique étalon de 80mm de diamètre. La buté est une très bonne butée précise au micron. Les mesures de flèche du miroir et du calibre sont répétables avec cette précision.


A gauche plan étalon et sphéromètre, à droite le miroir et son calibre en cours de doucissage
Après la mise en forme à l'émeri 1minute, le réunissage s'est fait au carbo 270 et 400. le doucissage proprement dit a été conduit avec des corindons de 20minutes, 40minutes et de l'émeri de 5µm.
Les rayons de courbures mesurés au sphéromètre
sont Rconvexe 976.4 Rconcave 976.1 on verra la précision réellement
obtenue en mesurant optiquement le rayon du verre concave . Les séchées ont
durées 10minutes environ avec 3 ou 4 séchées entre chaque grain.
Polissage:
outils à polir
Les deux outils (pour le miroir et le calibre) sont tournés dans du contre plaqué de bouleau de 15mm d'épaisseur. Les faces sont mises en forme (concave et convexe) pour avoir une épaisseur de poix constante.
La poix de 6mm d'épaisseur environ est coulée sur l'outil après l'avoir cerclé avec du papier Canson afin de ménager la cavité recevant la poix
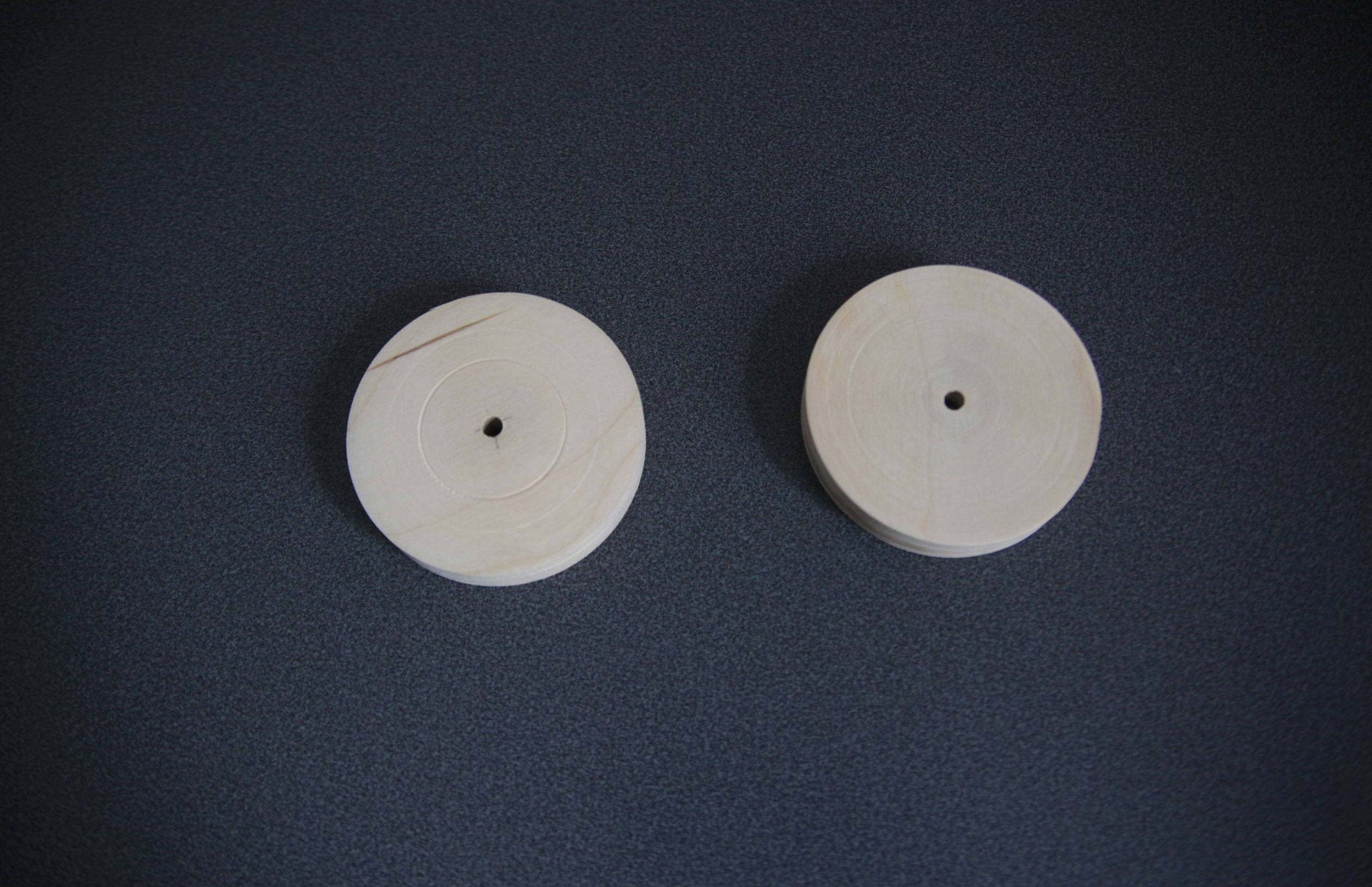
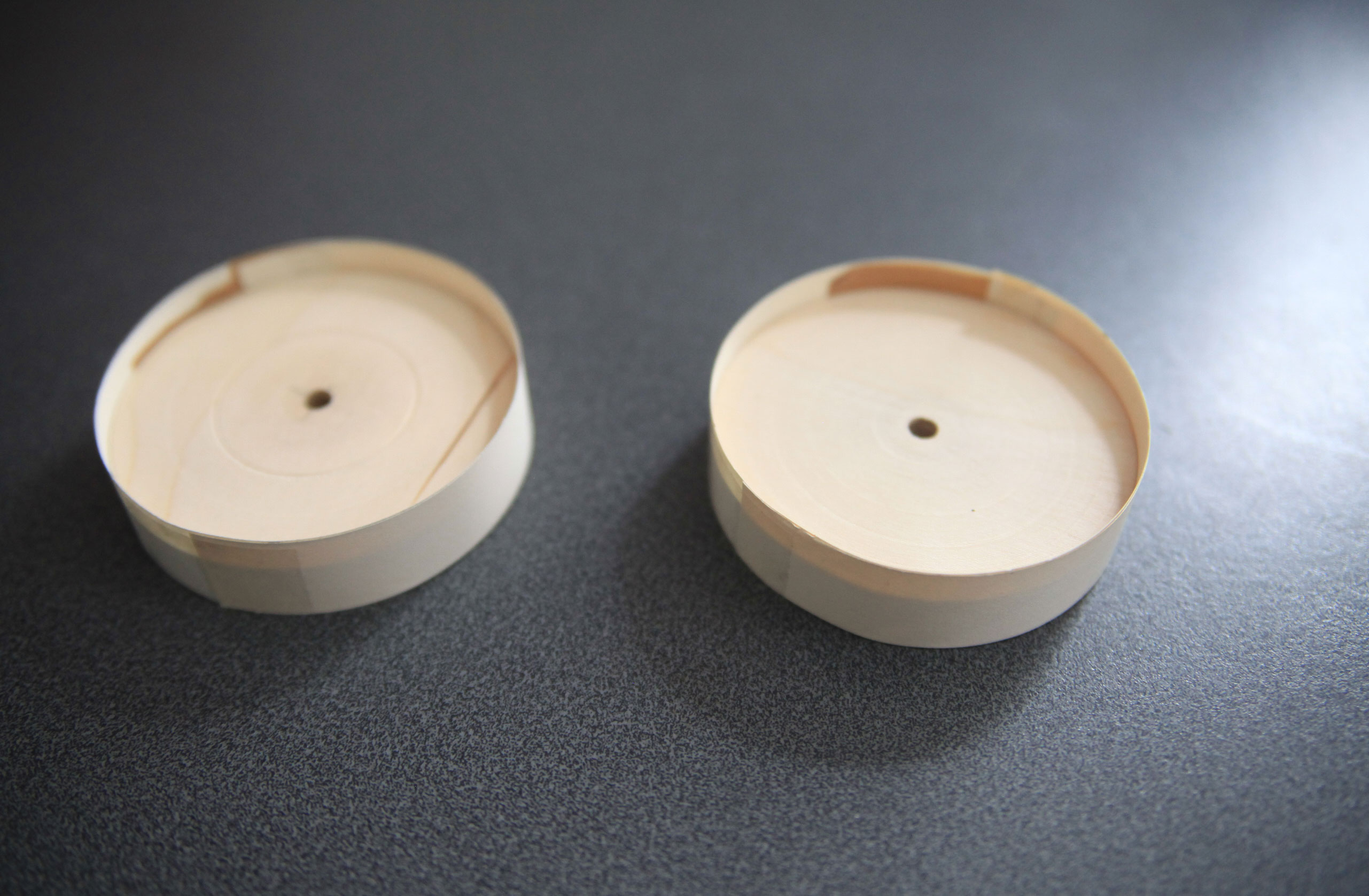
A gauche outils en bois après tournage, à droite outils prêts à recevoir la poix.

Outils après coulage de la poix
Polissage
La mesure optique du calibre concave au Foucault donne donne R= 976mm en accord parfait avec la mesure au sphéromètre.
Premier essai:
Les premières séances de polissage ont été déroutantes. Au début les rayons de courbure du miroir et du calibre était très proche puis ils se sont écartés même en faisant les corrections nécessaires en intervertissant la position des miroirs et des outils. Une concavité de plus en plus grande était observée entre les deux surfaces comme si les polissoirs ne travaillaient qu'au centre.
J'ai réuni à nouveau les miroirs qui ont un rayon de courbure de 977mm.
Deuxième essai:
J'ai repris les polissage en surveillant ce qui se passait. J'ai travaillé systématiquement verre dessous.
J'ai remarqué que le gris ne disparaissait pas aussi vite au bord des miroirs malgré la position miroir dessous. J'en ai conclu que les polissoirs avaient un problème. J'avais rainuré sommairement la poix avec un scalpel ce qui rendait le fluage de la poix plus faible au centre qu'au bord. La dureté de la poix était donc variable.
J'ai réalisé avec un couteau chaud des rainures profondes pour faire des carrés de poix excentrés , j'ai pressé longuement les outils à froid.
La vitesse de rotation a été diminuée à 2t/min car sinon il se produit un sillon associé à l'endroit où la course de l'outil se termine.
Pour polir le bord j'ai pressé une étoile en papier sur la poix
L'utilisation de ce polissoir diminue le problème et ramène le rayon de courbure vers sa valeur de départ.
J'ai décidé de refaire deux polissoirs en moulant des disques de plâtre staturock sur les verres.
j'ai coulé 5mm de poix gugolz 64 sur les disques en plâtre
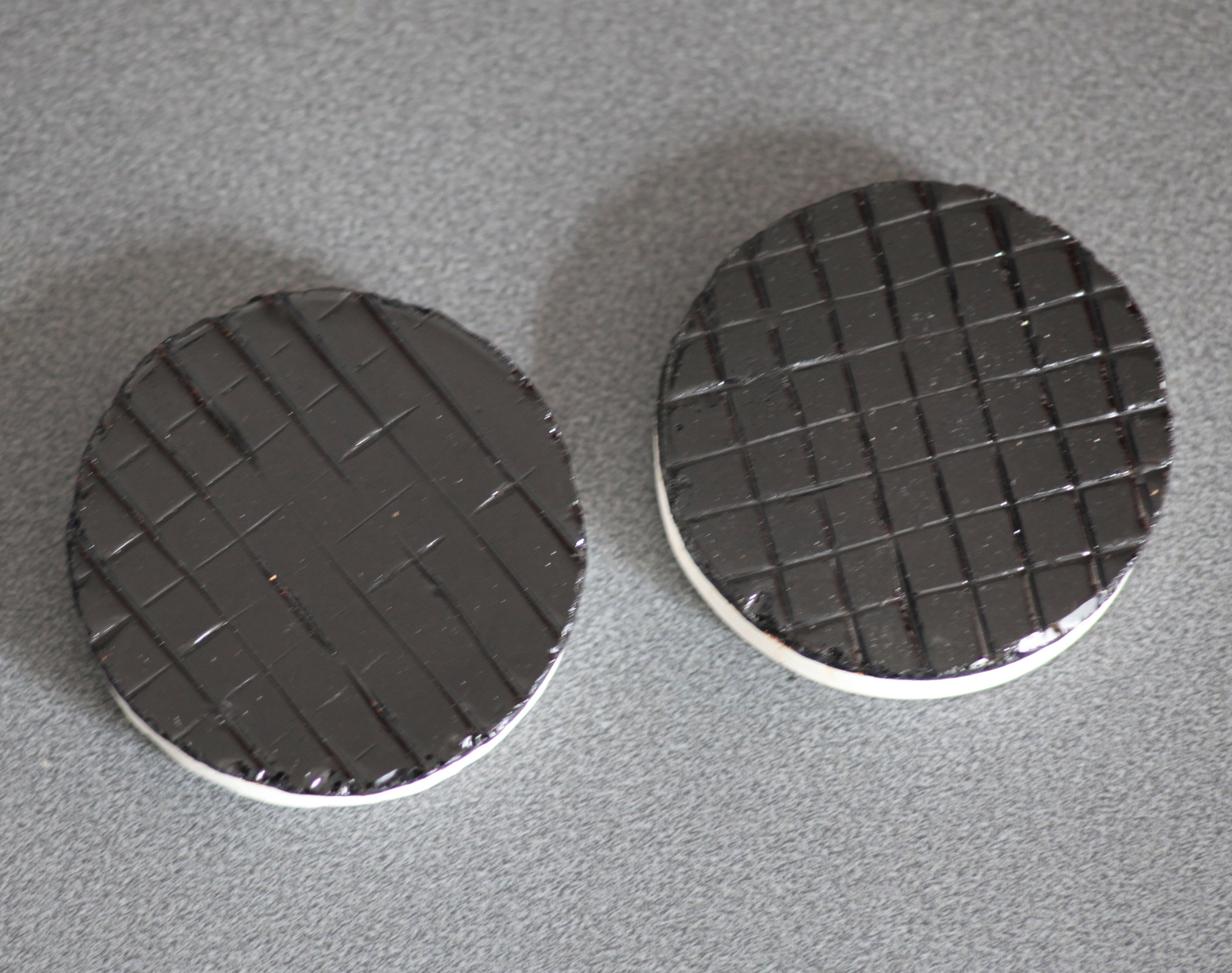
j'ai pressé des fils de grillage tendus sur un cadre suivant la technique de jean jacques Poupeau pour définir les carrés de poix
Troisième essais:
J'ai réuni à nouveau les disques qui ont un rayon de 975mm car j'avais un bord rabattu induit par les essais précédents.
Pour suivre ce qui se passe j'ai éclairci sommairement le calibre dont le bord n'avance toujours pas aussi vite que le centre, pour voir les franges et suivre la forme du miroir
Ensuite j'ai démarré le polissage miroir dessous. Le bord se polissait toujours très mal, j'ai donc utilisé l'outil dégarni en pressant une étoile en papier pour diminuer le travail du centre
J'ai suivit l'avancement de la forme toute les 1/2 heure. Avec l'outil dégarni au centre par pressage j'ai réussi à maintenir la forme à une frange du calibre et avec des courses centrées de 1/3 à 1/4 de D j'évite le bord rabattu sur le miroir.
Je fait de long pressages à froid avant de commencer le polissage. Je poli au cérium pour supprimer le gris avant de passer au blanc. Il faut mettre très peu de produit à polir compte tenu de la taille du miroir. Je poli surtout à l'eau pure. Je surveille le bord du miroir pendant le polissage pour voir si un bord rabattu se développe. Je maintien l'outil rigoureusement au diamètre du miroir.
Lorsque le miroir à été pratiquement poli j'ai mis en forme le calibre. Il a un léger bord rabattu mais les franges du test de Ronchi sont bien droites
La mesure au Foucault montre que le défaut visible à la périphérie est négligeable
La surface est à lambda/30 sur le verre, 18nm pic to valley
Le polissage du miroir a été conduit jusqu'a la disparition du gris avec des polissoirs dont le centre a été déprimé par un masque en étoile pressé sur la poix
Le résultat a été une forme non sphérique avec une dépression en anneau autour de la zone 0,7. Le Miroir est contrôlé sur le calibre sphérique avec une lampe classique dont le spectre est donné ci dessous. La raie dans le bleu (4388nm) est utilisable pour faire les tests d'interférence. Dans le rouge il y a une raie à 6115nm
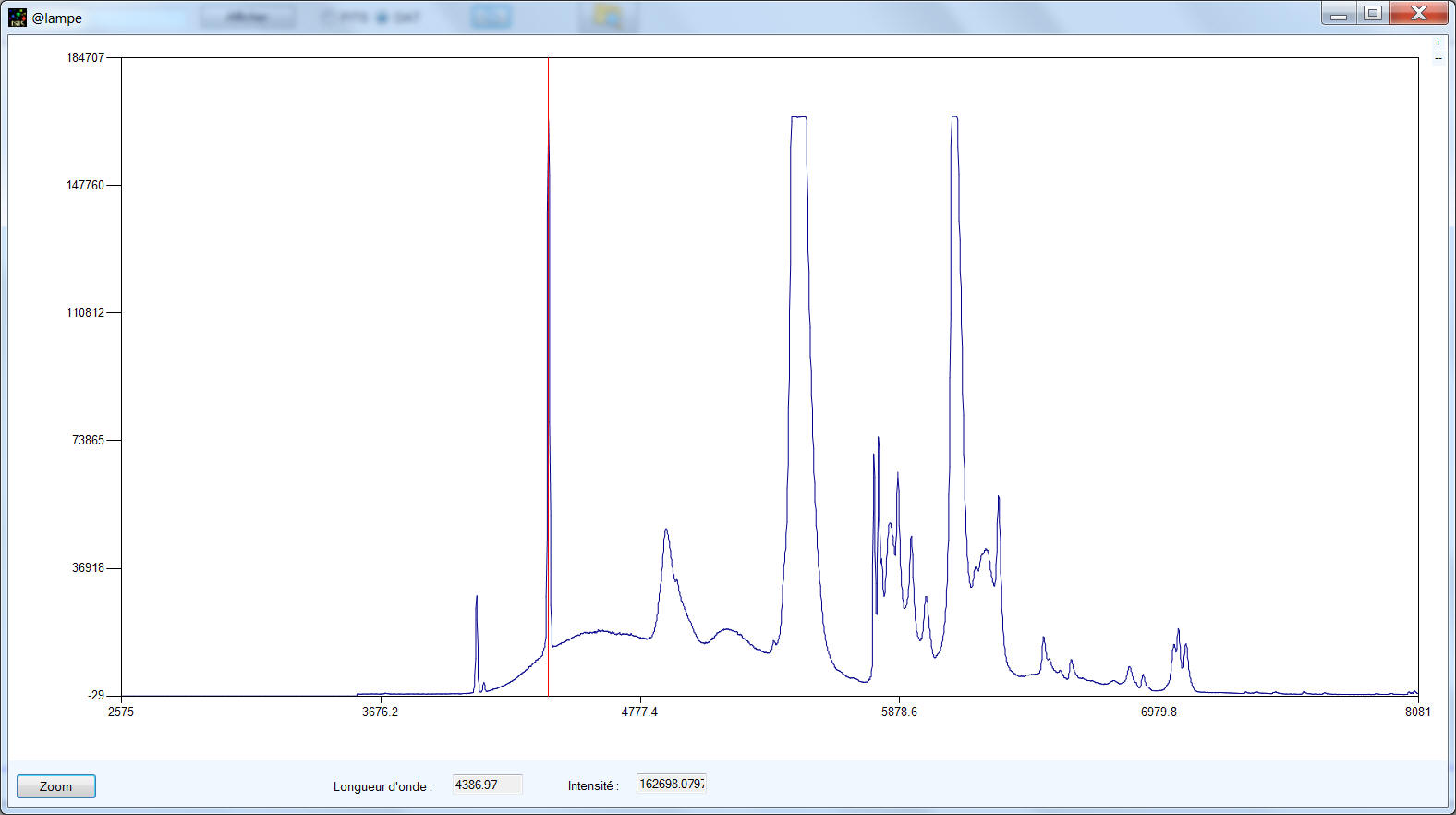
Le miroir est posé directement en contact avec le calibre. Une photo couleur est prise et la couche bleu est extraite. C'est cette image qui est utilisée pour mesurer le miroir
Les franges (la frange centrale et une autre frange) sont digitalisées avec WebPlotDigitizer
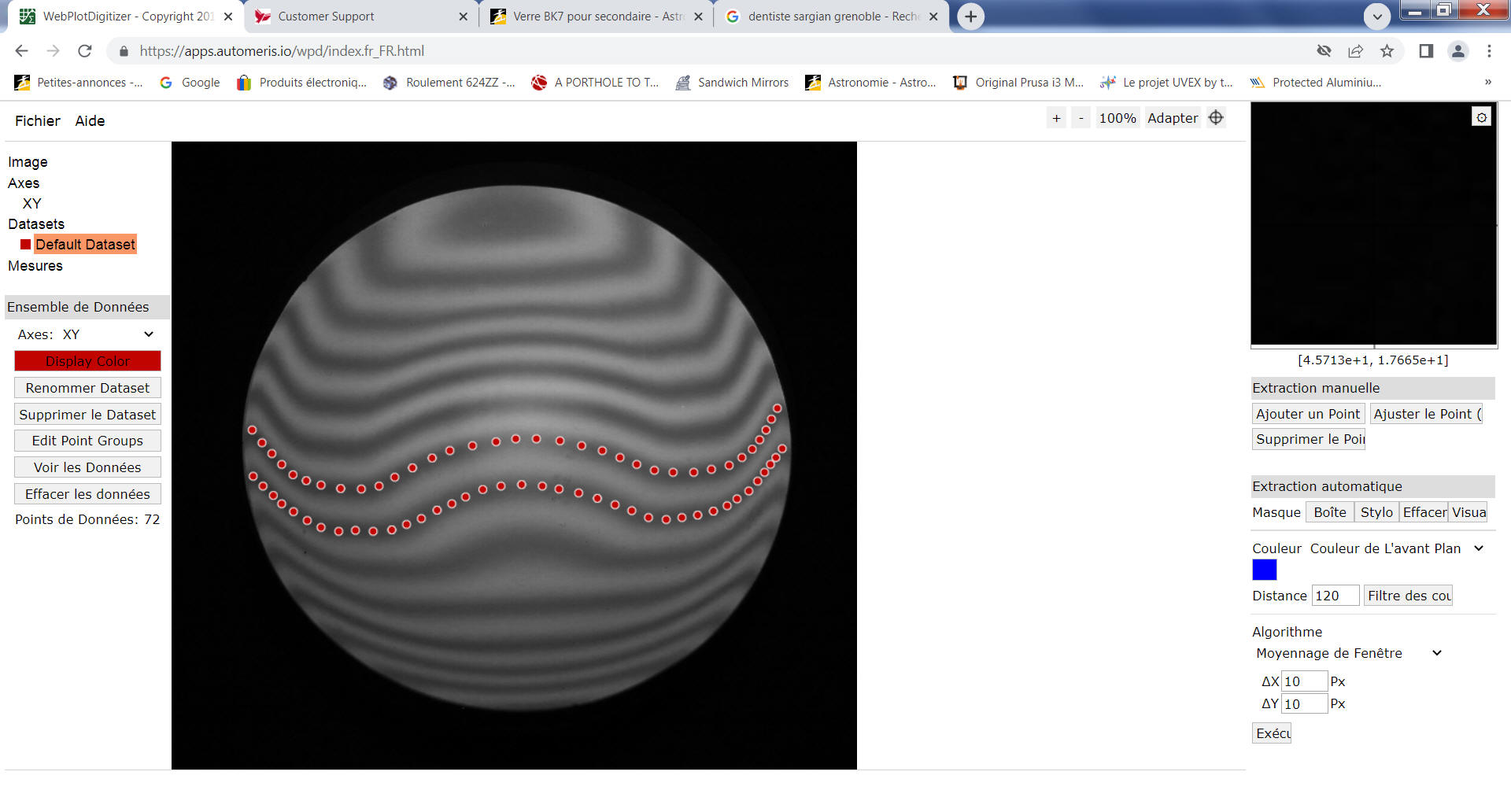
Les données sont exportées dans un fichier .csv et exploitées dans Excel.
Je commence par tracer les deux franges numérisées et je mesure l'interfrange ce qui me donne l'échelle de l'image
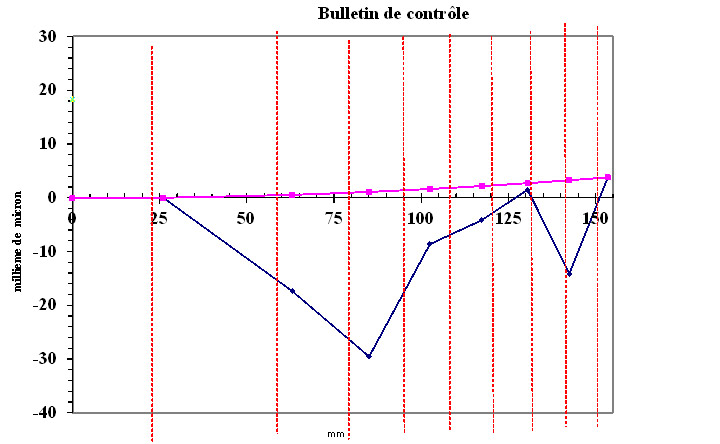
Je trace ensuite la frange centrale normalisée ce qui me donne le profil du miroir, 1 représente une interfrange (lambda/2) ici l'image est dans le bleu (lambda=4390nm)
Ensuite j'ajuste le profil avec la forme théorique les paramètres ajustables sont le coefficient de déformation b la courbure entre le miroir et le calibre ainsi que le décalage entre les courbes . L'ajustement se fait avec le solveur d'Excel
Ici la déformation est de -2.78 et la courbure de 1.8 franges
L'écart entre la mesure et le fit est tracé ce qui donne une idée des retouches à faire:
j'ai essayé de partir de la forme existante du miroir qui était bien trop déformée. Après avoir tourné en rond je n'arrivais pas à diminuer suffisamment la déformation aussi j'ai décidé de rendre le miroir sphérique pour repartir sur de bonnes bases.
J'ai commencé par aplatir le bord avec un outil ou seule la périphérie était active. je me suis alors retrouvé avec une bosse centrale
Ensuite j'ai utilisé l'outil pleine taille pour diminuer le centre malheureusement j'ai trop creusé et j'ai obtenu un trou central difficile à retoucher.
Les retouches doivent être très courtes car l'action sur un miroir aussi petit est très rapide.
Finalement en pressant la zone centrale du polissoir j'ai réussi à supprimer le trou, le miroir était légèrement convexe.
J'ai poli par périodes de 5minutes jusqu'à obtenir des franges à peu près droites.
Le bord rabattu viens du calibre, il reste une petite oscillation à 0.5D je corrigerai ce point durant l'hyperbolisation.
hyperbolisation
J'ai pressé un outil poisson sur la poix, la retouche a pris une vingtaine de minutes
Le coefficient de déformation mesuré dans le bleu vaut b=-2.35
Le coefficient de déformation mesuré dans le rouge vaut b=-2.37
le bord rabattu est lié au calibre
Avec une valeur de -2.36 comme déformation du secondaire on a la simulation suivante dans OSLO:
reste à valider sur le ciel!
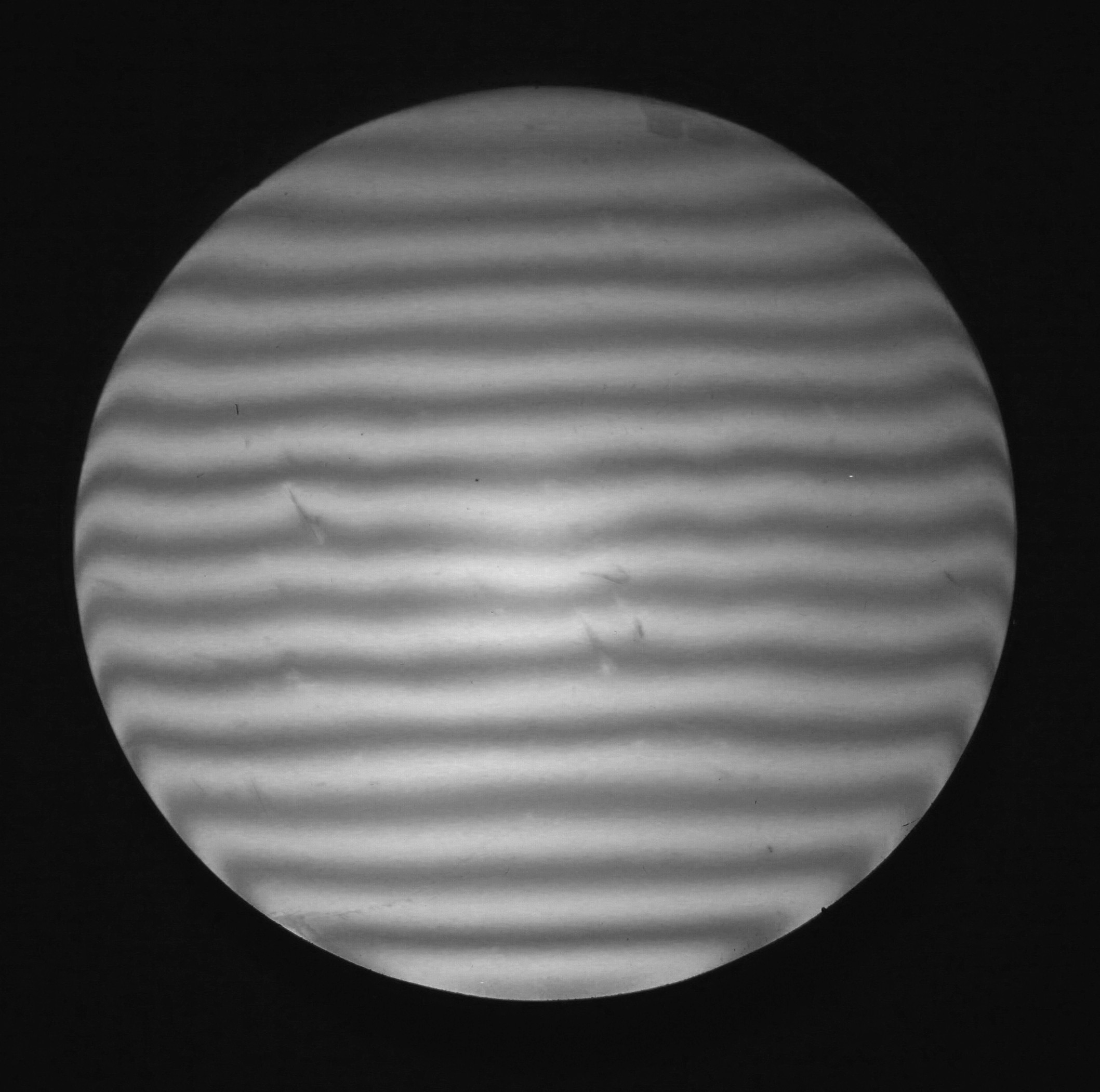
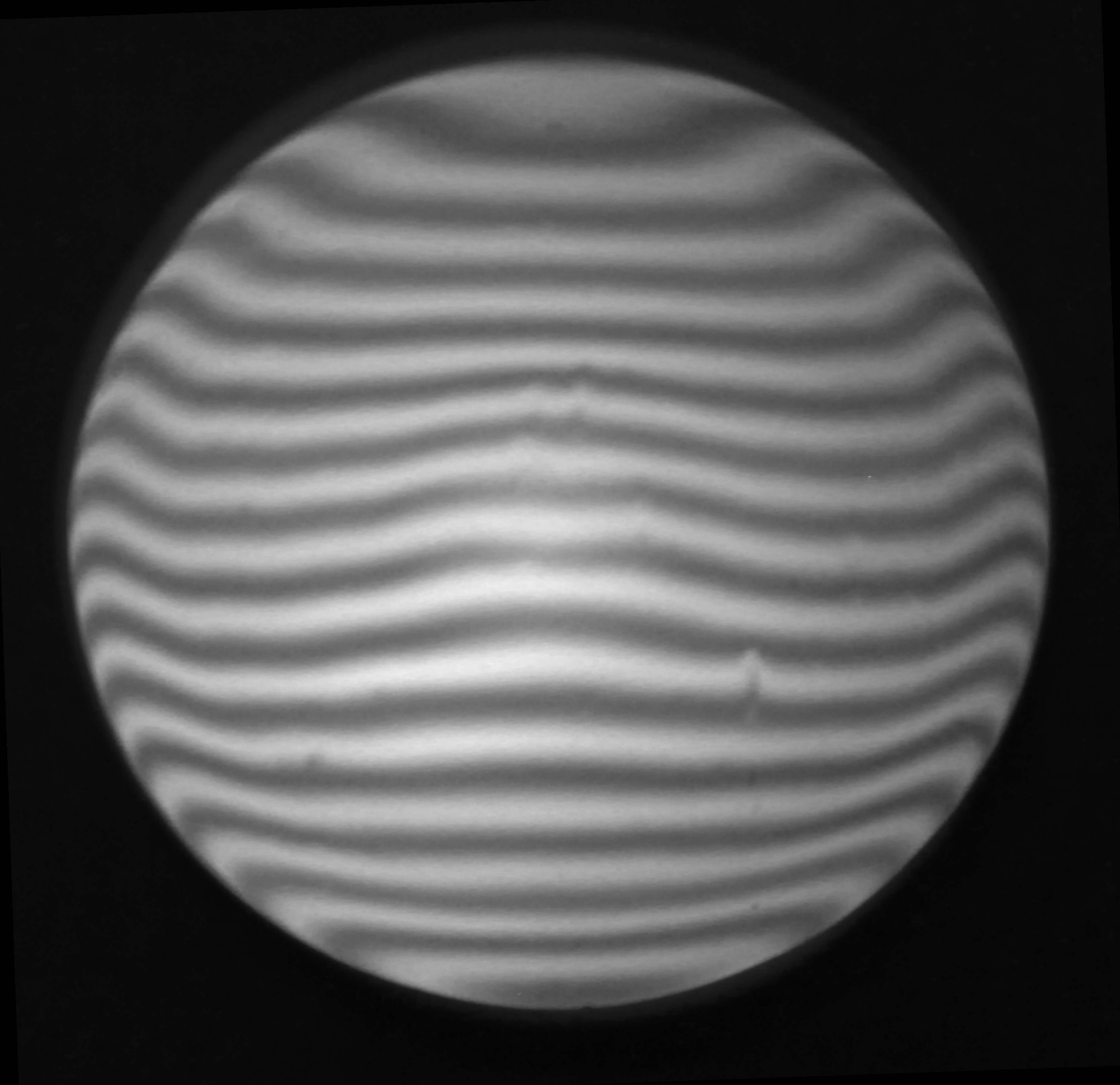
Suite a une rayure lors du test interférentiel réalisé sans calles en papier j'ai repolie la surface voici le résultat final, le bord rabattu devra être caché par la monture, je n'ai pas osé déborder le miroir.
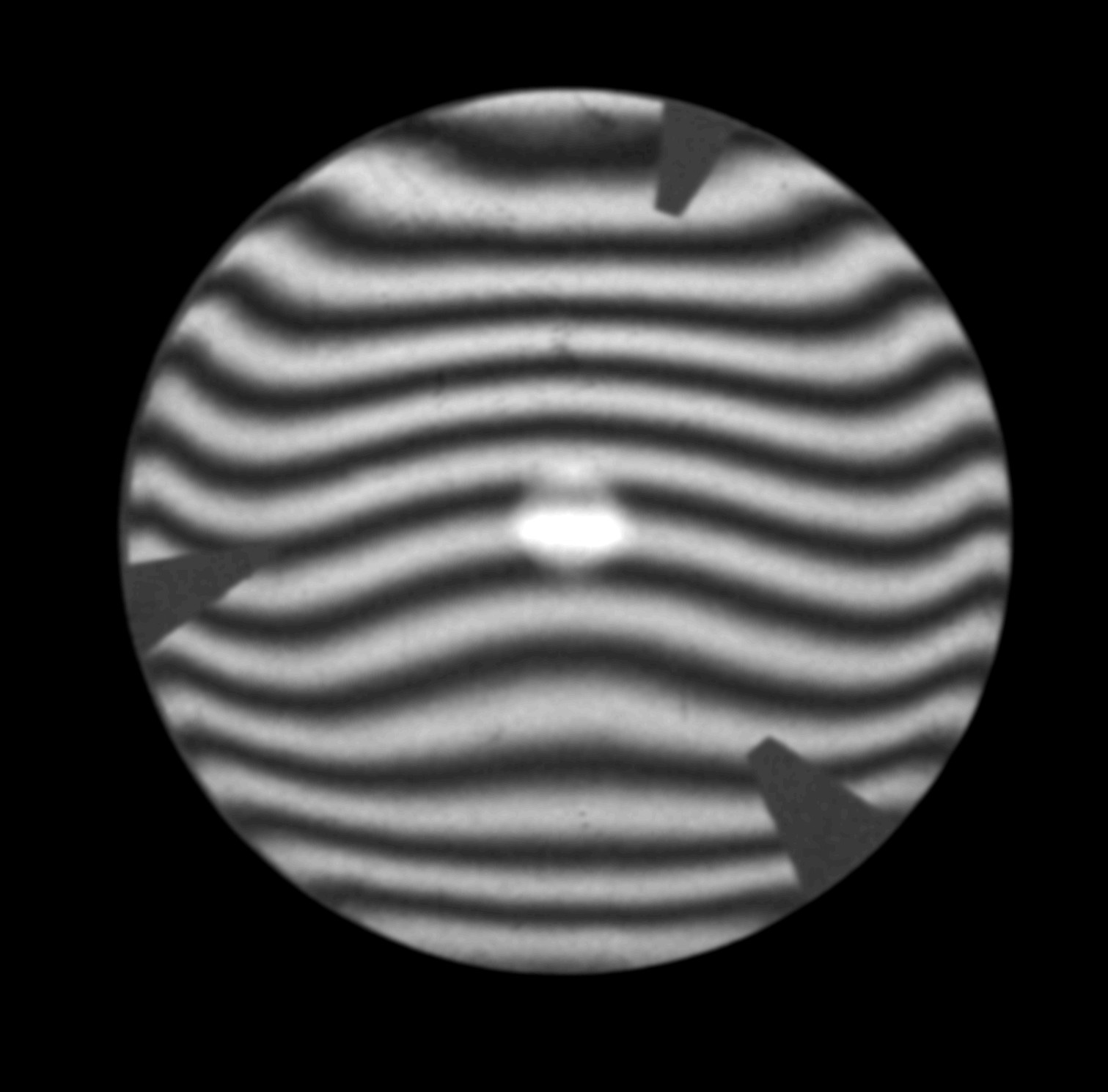
Figure d'interférence du miroir R= 979mm b= -2.4
Bilan:
_il faut tailler un calibre légèrement plus grand que le miroir (5mm)
_le doucissage ne pose pas de problèmes il faut finir avec du 5µm
_il faut faire plusieurs outils pour polir le miroir afin d'éviter de passer un temps fou en pressage, un outil en étoile ne travaillant que sur la périphérie ou le centre est nécessaire pour corriger la courbure s'il y a trop d'écart avec le calibre (plusieurs franges)
Il faut que l'outil soit bien pressé avant de commencer le polissage
Il faut que le support de l'outil ai le même rayon de courbure que le miroir pour avoir une poix d'épaisseur constante, un outil en staturoc moulé est très pratique.
_Le point difficile est l'obtention de la forme sphérique avec le miroir contrôlé sur le calibre. Il faut dès le début maintenir les deux surfaces à une frange près
Il faut pour corriger la courbure
soit presser l'outil avec un masque en papier pour dégarnir le centre ou le bord suivant le cas
soit faire des courses très longues 4/5D, soit les 2
Il faut alterner les positions dessus dessous pour maintenir la courbure une fois qu'elle est atteinte
_les temps de retouche doivent êtres courts
_la mise en forme hyperbolique avec un outil poisson est très efficace, l'outil doit être parfaitement pressé avant de débuter le polissage miroir tournant outil avec des courses très faibles
_il faut absolument utiliser du papier de cigarette pour espacer les deux disques lors des contrôles (sinon risque de rayures)
_ Une bosse centrale se retouche facilement au doigt le miroir tournant.
_ Un bord rabattu peut s'améliorer
en exerçant une pression sur la zone haute en bord de miroir avec l'outil dessus et le miroir tournant. Attention de ne pas faire un ravage étroit
en faisant des courses 1/4D centré miroir dessous
S'il est gênant le rabattu de fin bord peut être supprimé en augmentant le chanfrein (avec un émeri fin) sans oublier de protéger la surface (scotch)
Autres techniques
Si on regarde le livre classique sur le polissage des verres optiques du colonel Dévé la technique précédente ne peut pas fournir un polissage uniforme car la condition d'usure uniforme n'est pas respectée.
les régimes d'usure uniforme sont:
_le travail à poste fixe sans faire dépasser le verre en évitant le bord rabattu (pousser en exerçant une surpression sur l'arrière de la pièce) il faut un outil plus grand que la pièce à polir la pièce à polir étant au dessus.
_ Sur tour avec pièce tournante, si le verre ne dépasse pas le régime d'égale usure est réalisé pour le verre (mais pas pour l'outil) "Si la crapaudine du porte verre est très enfoncé l'effet de rabattement des bords est peu marqué, c'est un cas particulièrement facile de surfaçage"
Le travail sur tour pièce tenue à la main non tournante.
Sauf si la rotation est très lente l'outil doit être plus grand que la pièce à surfacer. L'usure croit d'avantage loin du centre du verre il faut faire varier constamment le dépassement et l'exagérer par instants, il faut aussi lutter contre le bord rabattu (mouvement du poignet vers l'arrière) cela demande un savoir faire certain.
j'ai fait un deuxième essais en partant de disques borro de 115mm, épaisseur 15mm que je travaille à poste fixe en utilisant le tour à petite vitesse. L'objectif est d'obtenir plus facilement la forme sphérique.
j'ai commencé par découper dans le disque une carotte de 82 mm de diamètre sur 12mm de profondeur en partant de la face arrière avec un biscuit cutter réalisé pour cela .
Une pièce de centrage a été tournée pour pouvoir finir la coupe en repartant de la face avant une fois le miroir fini. Du corindon 120 a été utilisé pour faire cette découpe.
Voici le blank après pré découpe, les faces ont été protégées lors de la coupe par du scotch large pour éviter les rayures. La face du futur miroir ne présente pas de discontinuité.
![]()
L'ébauchage a été plus long qu'avec un blank de la taille du miroir final compte tenu de l'ouverture du miroir, mais à part ce point tout c'est bien passé. L'ébauchage a été conduit avec du carbo 80 puis 120. Le réunissage a été effectué au carbo 180 et le doucissage au carbo 400 puis émeri 20min 40min pour finir avec un corindon de 3µm.
Le rayon de courbure du miroir est de 972mm mesuré au Foucault.
Le polissage a été conduit pour respecter au mieux le rayon de courbure du calibre ce point ne change pas et contraint les étapes de polissage. Le calibre a été poli sommairement dés le début pour pouvoir suivre et maintenir le rayon de courbure du miroir. Le polissage du miroir a nécessité de faire de grandes courses centrées pour ramener le rayon de courbure du miroir autour de celui du calibre. La mise en forme du calibre a été effectuée lorsque le polissage du miroir était bien avancé. le gros intérêt de cette méthode est l'absence de problème de bord rabattu. Et la relative facilité pour obtenir une bonne sphère dans la zone utile du miroir.
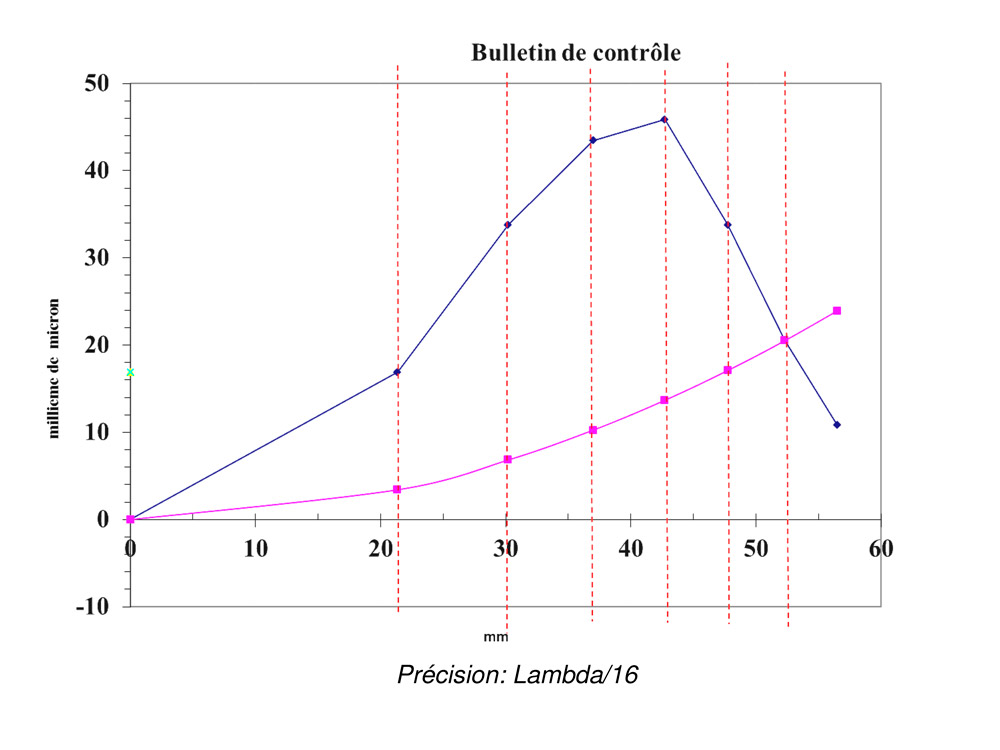
Le calibre a été mis en forme jusqu'a obtenir une précision de lambda sur 16 sur l'onde ce qui assurera une erreur < à lambda /16 sur l'onde du miroir induite par les imperfections du calibre. Sur 80mm de diamètre utile c'est encore meilleur:
La mise en forme sphérique du miroir sur le calibre a été conduite rapidement, une bosse centrale à été supprimée par des courses miroir dessus avec des amplitudes 1/4D le centre du miroir étant proche du bord de l'outil. Les franges obtenues sont droites sans bord rabattu au niveau de la zone utile du miroir.
La suite du travail est l'hyperbolisation avec un outil poisson et la découpe finale à l'émeri en partant de la face avant.
Autre moyen de contrôle: test à travers le verre
Le contrôle par interférométrie fonctionne bien, néanmoins on a vu la difficulté de taille du miroir et de la référence. On peut souhaiter un test direct avec l'appareil de Foucault
la façon de faire est de tester le miroir à l'envers à travers le verre la face arrière étant polie. Plusieurs problèmes sont liés à ce test, chromatisme du test , aberration sphérique induite par la lentille que constitue le miroir, défauts induits par la qualité du verre.
Un test amélioré (le test de Richter) est décrit dans Sky and Télescope de janvier 1970 page 49. Ce test nécessite de tailler une sphère concave sur le face arrière avec un rayon de courbure R2 proche du rayon de courbure R1 du miroir. Le but est de réaliser un ménisque pour que l'aberration de sphéricité induite par la traversée du verre soit faible. Par ailleurs R2 ne doit pas être égal à R1 pour éviter la superposition des images des deux faces au foucault. Il faut que R2 soit compris entre 0.8 et 1.2 R1
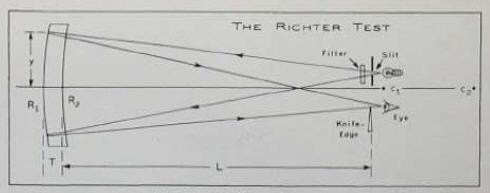
Arrangement du test de Richter
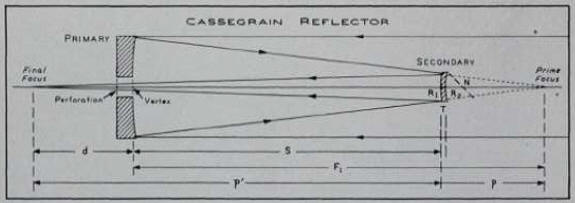
Notations pour le calcul des caractéristiques du Cassegrain
Le test à travers le verre augmente l'aberration de sphéricité et rajoute l'aberration induite par le ménisque.
La Rayon de courbure du secondaire R1=2p'/(A-1) = 2 A (F1+d)/(A2-1) ou A est l'amplification du secondaire A=F/F1 avec F1 focale du primaire et F focale du Cassegrain
La séparation S entre les deux miroir vaut S= F1(F-d)/(F1+F),
L'aberration de sphéricité dans les conditions du test s'écrit (source mobile avec le couteau):
LA= (0.5 NQ C13 + NCP(1-C1T)(NC+C1))/(C1+P)2 y2
Le premier terme est la contribution de l'hyperbole avec un coefficient de déformation Q, le second terme est la contribution du ménisque
avec Q=(A+1)2/(A-1)2 coefficient de déformation de l'hyperbole , C1=1/R1, C2=1/R2 , C=C1-C2+TC1C2 , N indice du verre à la longueur d'onde du test, P=C(N-1)
Si le miroir n'est pas une hyperbole il suffit de remplacer Q par la valeur de la déformation par exemple
Q= R1A/d(A-1)3 + (A+1)2/(A-1)2 pour un Ritchey Chrétien
La feuille de calcul ici calcule l'aberration sphérique pour un miroir secondaire donné dans le cas d'une source de l'appareil de Foucault fixe ou mobile.
Un coefficient de déformation équivalent est également calculé de façon à avoir LA =bequiv h2/R1 ce qui permet de faire les tests et d'utiliser un programme de dépouillement
classique de miroir concave.
Aberration sphérique du miroir secondaire de l'article de Sky And Télescope (bequiv=3.519 alors que b=2.778)
Le blank du miroir peut être en borro33 qui a de bonnes qualités optiques, pour le test une diode led verte par exemple peut très bien faire l'affaire ou bien l'utilisation d'un filtre OIII étroit pour filtrer la lumière blanche (dans ce cas lambda≈498nm ).
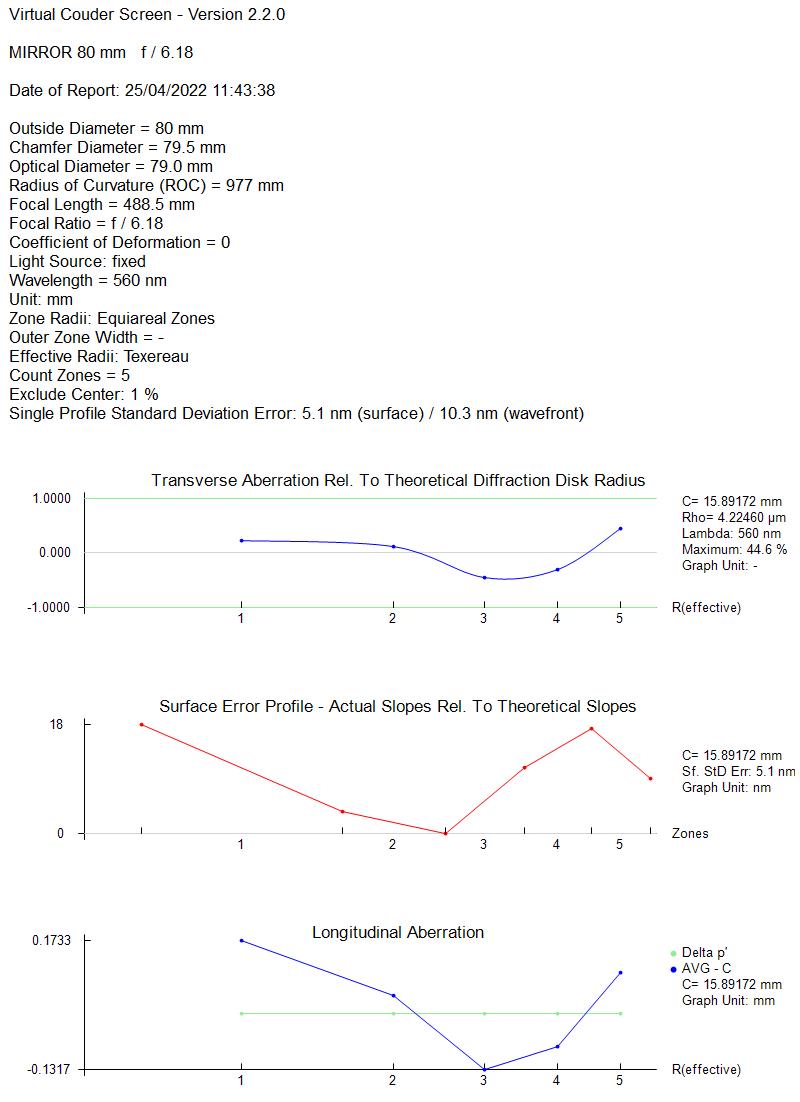
Comme on ne peut pas mettre facilement un masque en carton sur le miroir compte tenu de l'épaisseur du verre , l'utilisation de "virtual couder " ne devrait pas poser de problème (attention au dépouillement car il faut rentrer les bonnes valeurs de LA, celles de la feuille de calcul et non pas celles fournit par le programme sauf en utilisant bequiv)
© Jean DIJON : Tous les documents présents sur ce site sont
protégés par les lois sur les droits d'auteur.
La reproduction et la diffusion de ces documents sont interdites sans le
consentement de l'auteur.